


CNCD程序无线DNC下载解决方案
1目前数控设备使用现状及弊端
近几年,随着计算机技术、通讯技术和数控技术的发展以及制造自动化的需要,DNC技术得到越来越广泛的应用。目前,以CIMS为代表的企业信息化理念已经受到越来越多的重视,DNC也逐渐由单一的程序传输演变为集数据管理、生产信息监控等功能的扩展DNC,成为MES集成的关键一环。
数字化是一种信息处理和传播技术,就是利用计算机和网络来处理和传播信息 的技术。数字化制造技术能实现产品生命周期中的原料采购、设计、制造、装配、 质量控制与检测等各个阶段的管理及控制,来解决离散型制造企业的车间和生产线 以及产品的设计到制造实现的转化过程,使设计到生产制造之间的各项不确定性因 素降低,在数字空间中将生产制造过程进行优化,使生产制造过程在公司各项信息 化数字化手段中得以检验,从而提高系统的成功率和可靠性,缩短从设计到生产的 转化时间。其具体实现就是数字化工厂。
数字化工厂建设中,数字化制造起着非常重要的作用。数字化制造提供从产品设 计、工艺编制、车间计划到产品的整个加工过程的生产活动实现信息化管理。它采 用当前的、精确的数据,对生产活动进行初始化,及时引导、响应和报告工厂的活 动,对随时可能发生变化的生产状态和条件做出快速反应,重点削减不产生附加值 的活动,从而有效的推动工厂运行。数字化制造改善运行设备的回报,以及改善及 时交货、库存周转、毛利和现金流通性能。它通过双向通信,提供整个企业的生产 活动以及供应链中以任务作为关键因素的信息。离散型制造企业对数字化工厂技术 有着巨大的憧憬和现实需求,其信息化框架如
1.2、DNC的概念和特点
DNC分布式数字控制(Distributed Number Control),是以计算机技术、通讯技术、数控技术等为基础,把数控机床与上层控制计算机集成起来,从而实现数控机床的集中控制管理,以及数控机床与上层控制计算机间的信息交换。它是现代化机械加工车间实现设备集成、信息集成、功能集成的一种新方法,是车间自动化的重要模式,也是实现MES等系统的重要组成部分。
1.3、车间现状问题
随着数控机床的普及应用,许多单位都拥有一定数量的数控机床,机床通讯存在很多问题:
1.3.1 加工代码采用手工输入的方式,这种方式输入时间长,同时机床处于停机状态,降低了机床的利用率
1.3.2采用手工编程的方式直接在数控机床上编程,数控程序没有集中管理,容易丢失和误操作。
1.3.3工厂的技术人员花很长的时间在车间现场,与机床操作人员一起检查程序,检查装夹,调试,只有很少的时间应用在新技术、新工艺的研发上,这将严重制约未来工厂在数控技术上的发展
1.3.4车间现有的数控系统繁杂,有fanuc,哈斯,广数等,各系统之间所用的通讯程序也不一样,造成相互之间互不兼容的现状,给技术人员、操作人员的编程和应用带来很多不便,大大限制了零件的转移加工。
1.3.5通讯程序为1对1的通讯程序,不具有程序自动反应和监测功能,在进行机床与计算机的通信时,必须2个操作者同时工作,1个在机床前操作机床,另一个在计算机终端前操作通讯软件,二者交替操作,才能完成通讯工作,所以十分不便。
1.3.6采用的是磁盘管理方式。一方面磁盘介质容易损坏,读盘时间长。另一方面,现在市场上很难买到软盘。
1.3.7车间对各台数控设备加工程序的管理,采用的是磁盘介质管理方式。由于磁盘介质容易损坏,磁盘上的程序拷贝繁琐;同时车间离编程室都较远,技术人员通过拷磁盘介质或抱笔记本电脑的方式传输程序,来回奔波于两地之间,浪费时间,工作效率低,并且频繁的热插热拔容易烧坏机床接口
1.3.8部分老的数控系统,内存空间有限,程序一多,机床的内存空间就不够了,大量的加工程序不得不进行反复的删除和键入,频繁重复的零件准备工作浪费了大量的工作时间,直接影响到数控机床的效率,加工程序反复编制也影响了程序的稳定性。
1.3.9一个单位的数控机床可能使用了多种不同的数控系统,按照传统的联网方式,一般是给每台机床配备1台PC机,针对不同的数控系统使用不同的通讯软件,弊端是显而易见的。而且车间放很多电脑,工业环境恶劣,电脑寿命大大缩短,而且凌乱、不利于管理。
1.3.10各机床之间信息是孤立的,不能实现信息的共享,每台机床实际上就是一个信息孤岛。
1.3.11数控程序,工艺卡片,刀具清单、零件图纸等与制造有关的所有文件没有得到有效管理,基本上都是孤立保存,无法关联,使用时要浪费大量的时间来寻找相对应的各种文件,无形中极大的降低了生产效率
1.3.12 由于工厂的管理部门或管理系统不能及时得到生产设备的实时生产状况,因而不能做出科学的生产管理计划及措施,极大地影响了工厂生产效能的发挥。
1.3.13目前,由于技术人员各自管理自己的程序,随着人员的增加,程序量的膨胀,存在程序版本混乱、查找管理困难等问题,如果有人变动,其程序能否安全地调用是个疑问;程序缺少集中管理,缺少签署流程,缺少严格的权限管理和版本管理,没有日志管理等,出了问题无法进行追根溯源。
2 ROZRZ DNC机床联网通讯方案
2.1系统总体性能
可靠、稳定、灵活与易操作是本系统最突出的特点,具体地讲,该系统包含以下几方面的功能:
2.1.1, 数控设备的兼容性
数控设备的兼容性是指该系统完全满足不同控制系统联网的需要。完全支持Fanuc、Siemens、Mitsubishi、 hass、Heidenhain、Mazak、Fagor及Agie等控制系统。
2.1.2, 通讯硬件兼容性
为以后的发展做好准备,本系统具有良好的扩展性,完全支持标准的RS232、RS422、485、网卡等全系列通讯硬件。
2.1.3, 数控程序的兼容性
系统在传输数控程序过程中有强大的数据处理能力,能够对数控程序方便地进行前处理和后处理。
2.1.4, 易于应用和管理
本系统有极高的可靠性、灵活性、良好的可操作性。文件传输、端口监控、端口配置以及系统管理等所有操作都在一个简洁的界面中,使用简单,易于掌握。
2.1.5, 自动接收和远程请求功能
支持远程请求与文件远程传输功能,操作者不用离开机床控制面板就可以完成对程序的接受与发送。
2.1.6, 程序传输状况报告
对于远程程序传输,可以明确地知道程序是否有效地传到数控设备中。可以自己配置和制定某一格式,报告文件传输成功或失败的状态。
2.1.7, 充分利用机床的以太网技术
机床有网络功能时可直接接入网络,不必使用RS232接口,程序传输更加高效、可靠。
2.1.8,系统配置在服务器上进行
系统功能的设置,如通讯参数、文件路径和其它系统设置,全在系统服务器上进行设置与重新配置,不会影响机床正常工作,不会对机床精度等造成影响,系统调试绝对安全、可靠。
3.1 ROZRZ DNC机床联网部分的性能指标
ROZRZ DNC 在机床联网方面具有以下主要功能:
ü 通过RS232接口,一台服务器最多可实现对256台数控设备的通讯管理。
ü 远程控制功能,操作人员在机床控制面板前输入程序号就能完成程序的发送与接收,无需来回跑动。
ü 支持256台机床同时在线加工,边传边加工,不用存到机床内存,减少传程序的时间,无需等待。对内存小的机床很有用。
ü 多重发送/接受功能,可以方便地从程序的任意点、任意行或任意换刀处进行传输。我们软件最新版本支持任意语句下载,比如你早上做完九千行,因为中午吃饭休息,你怎么办?以前的做法是你把九千行以前的大部分程序给删除,然后再做ROZRZ DNC!现在你不需要这样做了,只要把信号程序做修改,我们软件就可以完成这个任务,比如:###540*9000*0/,9000就表示从9000行开始!做加工的人现在可能会问,直接从9000行开始行吗?当然不行,我们软件会自动去处理!自动加载必要的信息,比如G54、刀具信息、近给信息、转速信息、下刀点信息等!
ü 提供全面的实时系统与机床的登录功能,系统员可随时查看系统的发送状态,并且每次程序传输都会产生成功或失败的日志。
ü 无论是标准的还是复杂的控制系统,ROZRZ DNC都能满足您的联网要求。除了支持象Fanuc、Siemens、Mitsubishi这类典型的控制系统外,ROZRZ DNC还全面支持 Heidenhain、Mazak、Fagor及Agie等控制系统。
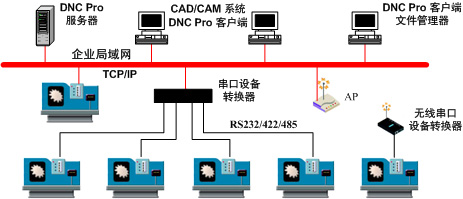
ü ROZRZ DNC支持任何标准的RS232、RS422、485、TCP/IP等系列通讯硬件。不论是 RS232接口,还是可以连接到Hub的以太网卡,乃至是最新的无线传输的方式,ROZRZ DNC都完全支持这些不同的通讯方式。
ü ROZRZ DNC具有前处理和后处理的能力。针对不同的机床控制系统,在传输过程中就可以对程序的特殊字符进行替换、增加、删除等简单处理。

